Capa 지표 시스템: 이론 Capa·TEE·OEE 개념과 시뮬레이터
제조 현장에서 데이터는 점점 많아지고 있다. 설비 데이터, 생산량, OEE, 각종 Loss 지표까지 제조 지표 모두 존재한다. 그런데도 “왜 목표를 못 맞추는지”가 명확하게 보이지 않는 경우가 많다. 이유는 단순하다. 지표가 흩어져 있기 때문이다.
Capa 지표 시스템은 이 문제를 해결하기 위한 구조다. 이론 Capa를 기준으로 생산과 품질을 하나의 흐름으로 연결한다. 핵심은 복잡한 제조 지표를 늘리는 것이 아니라, 단순한 구조로 연결하는 것이다. 이 글에서는 이론 Capa부터 생산 Capa, TEE, OEE까지를 하나의 시스템으로 정리해 본다.
Capa 지표 시스템의 기본 구조
Capa 지표 시스템은 세 단계만 이해하면 된다.
이론 Capa → 생산 Capa → Actual Output
이 세 개는 각각 역할이 다르다.
- 이론 Capa는 이론적으로 가능한 최대 생산량
- 생산 Capa는 현실적으로 달성 가능한 최대 생산 능력
- Actual Output은 실제 생산 결과
이 세 값의 차이를 보면 공장의 문제가 보인다. 이론과 생산 사이가 크면 운영 구조의 문제이고, 생산과 실제 결과 사이가 크면 품질 문제다. 이 단순한 구조가 Capa 지표 시스템의 출발점이다.
Capa 지표 시스템, Capa 지표 시스템 화면 구성
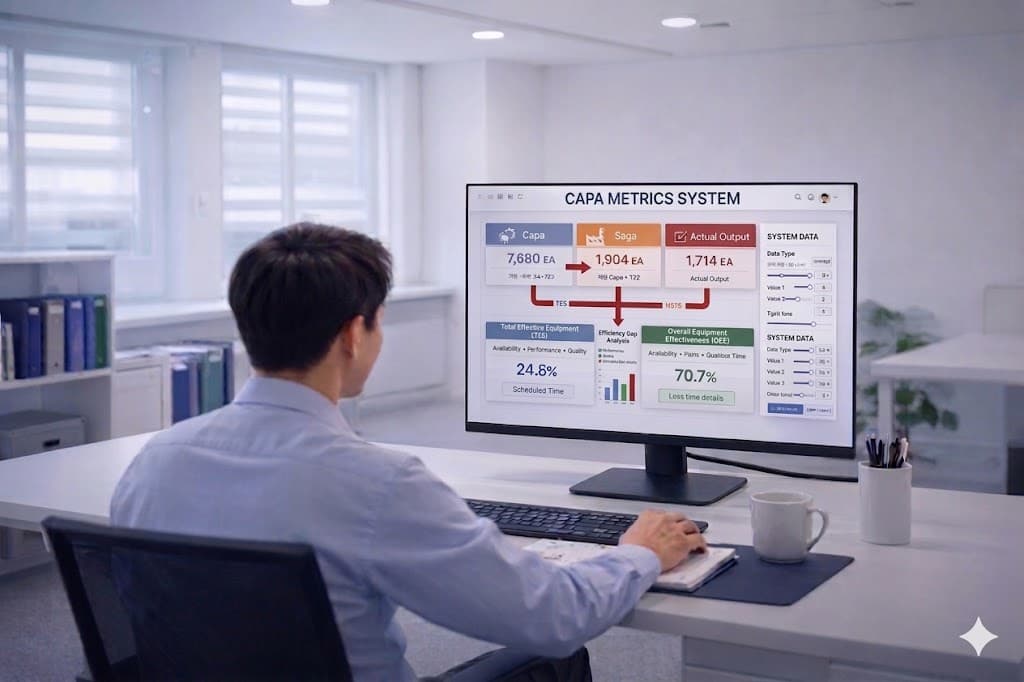
Capa 지표를 효율적으로 관리하고 분석할 수 있는 시스템 화면은 세 부분으로 구성된다.
1) 상단에는 이론 Capa, 생산 Capa, Actual Output을 배치한다. 이 세 개가 가장 중요하다.
2) 중단에는 흐름을 보여준다.
이론 → TEE → 생산 → 양품률 → Actual
3) 하단에는 지표를 분해한다. TEE 영역과 OEE 영역을 분리해서 보여준다.
이 구조를 유지하면 누구나 같은 방식으로 Capa 지표를 해석할 수 있다. 개별 설비, 지표, 시간대 선택이 가능한 기능을 추가하면 원하는 지표를 손쉽게 확인할 수 있다.
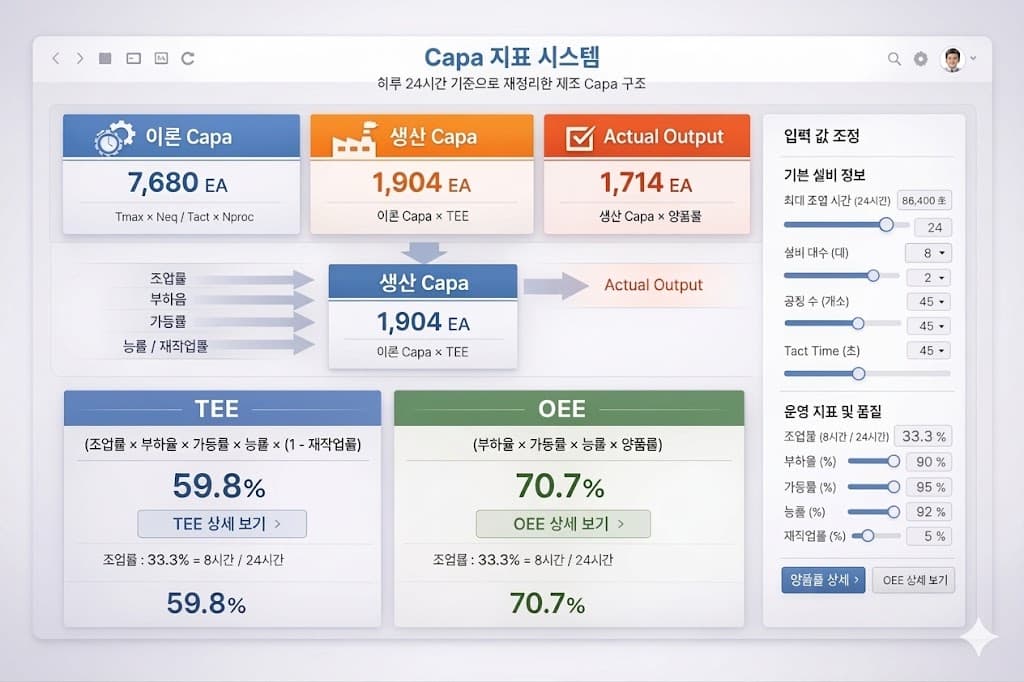
[Capa 지표 시스템]
(간단히 Capa 지표를 시뮬레이션 해 볼 수 있다. 해당 수치 변경하면 연동되어 계산된다.)
이론 Capa: 모든 해석의 기준
이론 Capa는 공장이 낼 수 있는 최대 생산 능력이다. 여기서 중요한 점은 “최대 조업 시간 기준”이라는 것이다. 즉, 설비를 최대로 활용했을 때 가능한 생산량이다.
이론 Capa는 네 가지 요소로 결정된다. 최대 조업 시간, 설비 대수, 공정수, Tact Time이다. 이 네 개는 각각 시간, 물량, 구조, 속도를 의미한다.
계산식은 다음과 같다.
이론 Capa = 최대 조업 시간 × 설비 대수 ÷ (Tact Time × 공정수)
예제를 통해 보면 이해가 쉽다.
- 최대 조업 시간 = 24시간 = 86,400초
- 설비는 8대
- 공정수는 2
- Tact Time은 45초
이론 Capa는 다음과 같이 계산된다.
이론 Capa = 86,400 × 8 ÷ (45 × 2)
= 691,200 ÷ 90
= 7,680 ea/day
이 값은 하루 기준의 “이론적으로 가능한 최대 생산량”이다. 아직 어떤 손실도 반영되지 않은 상태다. 따라서 이 값은 현실과 항상 차이가 난다.
이론 Capa에 대해 좀 더 자세히 알아 보고 싶다면 다음 글을 참조해 보자.
[이론 Capa란 무엇인가]
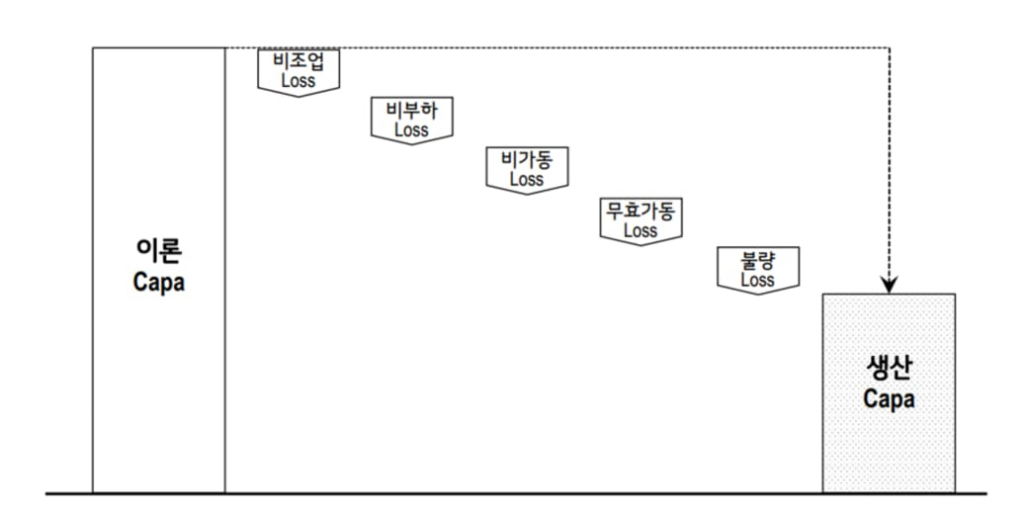
생산 Capa: 현실적인 생산 능력
이론 Capa는 현실과 다르다. 실제 현장에서는 설비가 멈추고, 속도가 느려지고, 재작업이 발생한다. 이러한 요소를 반영한 값이 생산 Capa다.
생산 Capa는 다음과 같이 정의한다.
생산 Capa = 이론 Capa × TEE
여기서 TEE는 생산 과정에서 발생하는 모든 Loss를 반영한 지표다.
TEE: 생산 구조를 보여주는 지표
TEE는 생산 과정의 효율을 나타낸다. 중요한 점은 품질이 아니라 “생산 과정”을 설명하는 지표라는 것이다.
TEE는 다음과 같이 구성된다.
TEE = 조업률 × 부하율 × 가동률 × 능률 × (1−재작업률)
각 요소를 간단히 보면 다음과 같다.
- 조업률: 일일 최대 시간 대비 실제 운영 시간
- 부하율: 계획 대비 투입 수준
- 가동률: 설비가 실제로 가동된 비율
- 능률: 기준 속도 대비 실제 생산 속도
- 재작업률: 생산 과정에서 다시 작업하는 비율
여기서 중요한 포인트가 하나 있다. 재작업률은 품질 지표가 아니다. 생산 과정에서 발생하는 손실이다. 즉, “다시 만들기 때문에 느려지는 문제”다.
예제를 적용해 보자.
조업률: 33.3% (8시간 운영)
부하율: 90%
가동률: 95%
능률: 92%
재작업률: 5%
TEE = 0.333 × 0.9 × 0.95 × 0.92 × 0.95 ≈ 0.248
약 24.8%
생산 Capa: 실제 생산 가능한 Capa
생산 Capa는 이론 Capa에 TEE (전체 생산 Loss 개념)를 곱해서 구할 수 있다.
생산 Capa = 7,680 × 0.248 ≈ 1,904 ea/day
이 값은 “품질을 제외하고 현실적으로 만들 수 있었던 최대 생산량”이다.
생산 Capa에 대해 좀 더 자세히 알아 보고 싶다면 다음 글을 참조해 보자.
[생산 Capa란 무엇인가]
Actual Output: 최종 결과
마지막 단계는 Actual Output이다. 이는 실제 생산된 결과이며, 최종 품질 검사까지 통과한 수량이다.
Actual Output은 다음과 같이 계산된다.
Actual Output = 생산 Capa × 양품률
여기서 양품률은 최종 검사에서 합격한 비율이다.
예를 들어 양품률이 90%라면,
Actual Output = 1,904 × 0.9 ≈ 1,714 ea/day
이 값이 최종 실적이다.
전체 흐름을 한 번에 이해하기
지금까지의 계산을 한 줄로 정리하면 다음과 같다.
이론 Capa: 7,680
생산 Capa: 1,904
Actual Output: 1,714
이 세 숫자를 비교하면 바로 해석이 가능하다.
이론 대비 생산이 낮다 → 시간, 설비, 속도, 재작업 문제
생산 대비 Actual이 낮다 → 품질 문제
복잡한 분석 없이도 문제 위치가 보인다.
OEE와 TEE의 차이
여기서 많은 사람들이 헷갈리는 부분이 OEE와 TEE다. 이 둘은 역할이 다르다.
- TEE는 생산 구조를 설명하는 지표
- OEE는 품질까지 포함한 성과 지표
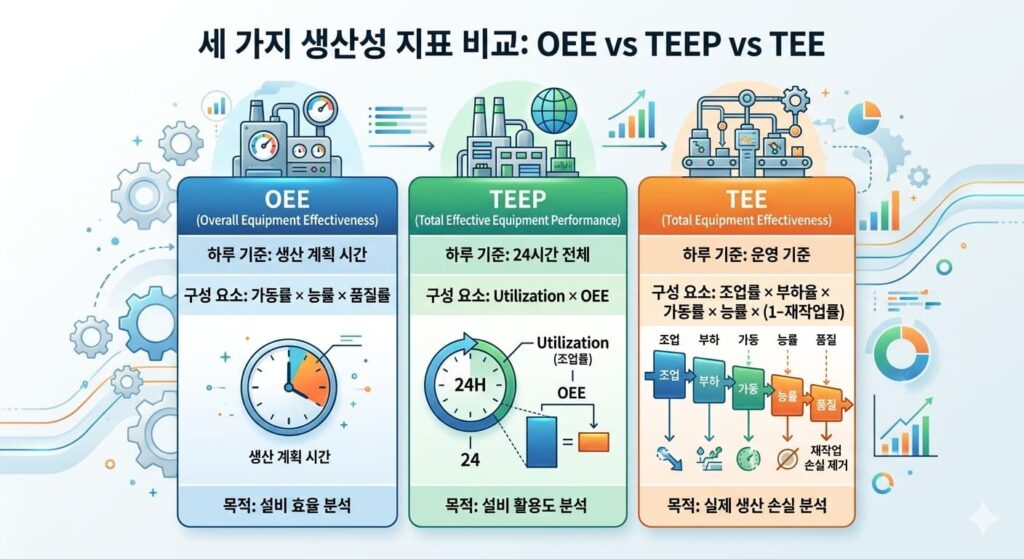
OEE는 다음과 같이 정의한다.
OEE = 부하율 × 가동률 × 능률 × 양품률
예제를 적용하면
OEE = 0.9 × 0.95 × 0.92 × 0.9 ≈ 70.7%
TEE와 OEE의 차이를 한 줄로 정리하면 이렇다.
- TEE는 만드는 과정 (24.8%)
- OEE는 완성된 결과 (70.7%)
TEE는 낮고 OEE는 높을 수 있다. 이 경우 의미는 명확하다. 설비는 잘 돌리고 있지만, 공장을 충분히 돌리지 않고 있다.
또 하나 중요한 점은 재작업률과 양품률의 차이다.
- 재작업률은 생산 과정 Loss
- 양품률은 최종 품질 결과
재작업률은 TEE에 포함되고, 양품률은 OEE에 포함된다.
이 둘을 분리해야 구조가 명확해진다.
데이터에 기반한 의사결정을 위해서는 각 지표가 가진 한계를 명확히 인식해야 한다. OEE가 높더라도 TEE가 낮다면 이는 설비 투자가 과도하거나 가동 계획 자체가 비효율적임을 시사한다. 따라서 두 지표를 병행하여 분석함으로써 생산 현장의 실질적인 생산성을 도출해내는 통찰이 필요하다.
OEE 계산법에 대해 좀 더 자세히 이해하고 싶다면 다음 글을 참조해 보자.
[OEE 계산법 정리]
핵심 요약
이 글의 핵심은 세 줄로 정리할 수 있다.
- 이론 Capa는 최대 생산 능력
- TEE는 생산 과정의 손실을 반영
- 양품률은 최종 결과를 결정
이 세 개를 연결하면 공장의 구조가 보인다.
Capa 지표 시스템은 새로운 개념이 아니다. 흩어져 있는 지표를 하나의 흐름으로 연결하는 방법론이다. 이 구조를 적용하면 공장은 숫자가 아니라 “이해 가능한 시스템”으로 바뀐다.
Capa 지표의 자동화된 집계 체계를 만들기 위해서는 Data 수집의 자동화가 필요하다. 각 설비에서 자동으로 집계되어 DB로 자동 집계가 되어야 수동 작업의 불합리를 제거할 수 있다.
이런 Capa 체계의 기본 개념을 이해하고 각자의 상황에 맞는 지표 체계를 결정하고 활용한다면 효과적으로 생산 체계를 정리해 볼 수 있을 것이다.
함께 보면 좋은 글:
[제조 생산성 3가지 지표 정리: OEE, TEEP, TEE]
[제조 생산성 완전 가이드]
[설비 생산성 혁신의 기초]
[OEE 설비 종합 효율 외부 글]
기술과 마음이 교감하는 기록
For Your Dream Life
by 드림맥스