
OEE 개선 방법: 생산성 향상을 위한 설비 효율 실전 전략
OEE 개선은 지표를 쪼개야 시작된다
제조 현장에서 OEE를 관리하는 곳은 많다. 하지만 실제로 OEE가 지속적으로 개선되는 경우는 많지 않다. 이유는 단순하다. OEE를 하나의 숫자로만 보기 때문이다. OEE는 결과 지표다. 그 안에는 수십 가지 손실이 숨어 있다. 이 손실을 보지 못하면 개선은 시작되지 않는다.
OEE 개선의 출발점은 관점을 바꾸는 것이다. OEE를 올리는 것이 목표가 아니라, OEE를 떨어뜨리는 손실을 하나씩 제거하는 것이 목표가 되어야 한다. 이 접근은 6시그마의 Define과 Measure 단계와 같은 구조를 가진다. 먼저 손실을 정의하고, 그 다음에 신뢰 가능한 방식으로 측정해야 한다. 이 두 단계가 명확하지 않으면 이후의 모든 개선 활동은 방향을 잃는다.
OLED 제조 공정 사례로 OEE 계산법을 확인해 보고 싶다면 다음 글을 참조해 보자.
[실전 사례로 풀어 보는 OEE 계산법]
OEE의 구조를 이해해야 개선이 가능하다
OEE는 세 가지 요소로 구성된다. 가동률, 능률, 품질률이다. 이 세 가지는 각각 다른 종류의 손실을 의미한다.
| 구분 | 의미 | 대표 손실 |
|---|---|---|
| 가동률 | 설비가 멈춘 시간 | 고장, 교체, 대기 |
| 능률 | 설비가 느리게 움직인 시간 | 미세정지, 속도저하 |
| 품질률 | 생산했지만 사용할 수 없는 제품 | 불량, 재작업 |
이 세 가지를 하나로 합쳐 보면 문제의 원인이 보이지 않는다. 반드시 분리해서 봐야 한다.
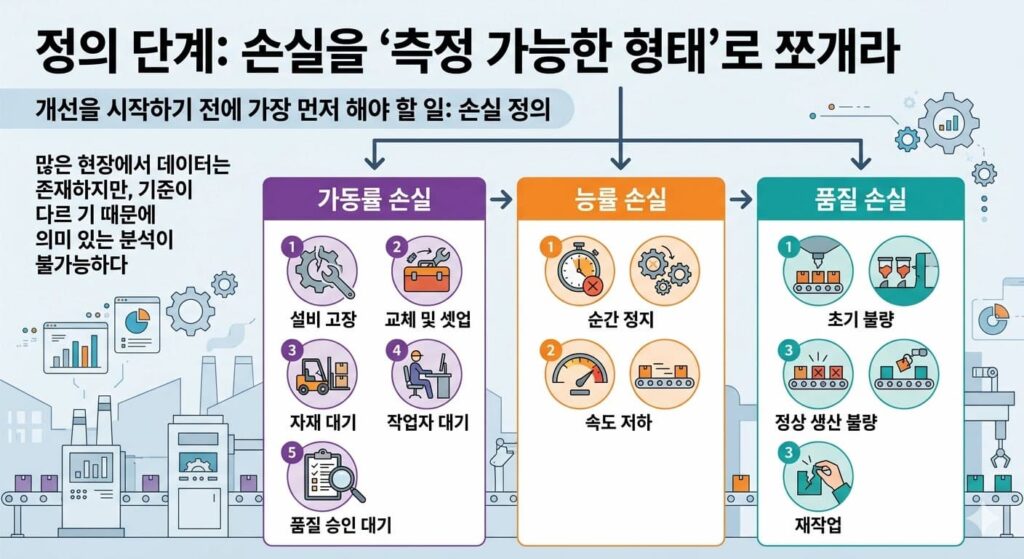
Define 단계: 손실을 ‘측정 가능한 형태’로 쪼개라
개선을 시작하기 전에 가장 먼저 해야 할 일은 손실을 명확히 정의하는 것이다. 많은 현장에서 데이터는 존재하지만, 기준이 다르기 때문에 의미 있는 분석이 불가능하다.
가동률 손실은 다음과 같이 나눌 수 있다.
- 설비 고장
- 교체 및 셋업
- 자재 대기
- 작업자 대기
- 품질 승인 대기
능률 손실은 다음과 같이 나눌 수 있다.
- 순간 정지
- 속도 저하
품질 손실은 다음과 같이 나눌 수 있다.
- 초기 불량
- 정상 생산 불량
- 재작업
여기서 중요한 것은 단순히 나누는 것이 아니라, 기준을 고정하는 것이다. 예를 들어 미세정지를 몇 초 이상으로 정의할 것인지, 교체 시간에 무엇을 포함할 것인지 명확히 정해야 한다. 공장 내에서 모든 사람이 같은 기준을 사용해야 데이터가 의미를 가진다.
Measure 단계: 데이터가 신뢰할 수 있어야 한다
정의가 끝났다면 다음은 측정이다. 이 단계에서 가장 중요한 것은 데이터의 신뢰성이다.
현장에서 반드시 점검해야 할 사항은 다음과 같다.
- 데이터 수집이 자동화되어 있는가?
- 동일한 상황에서 동일한 값이 기록되는가?
- 설비별, 제품별로 구분이 가능한가?
- 시간 단위로 추적이 가능한가?
특히 순간 정지와 속도 저하는 데이터 해상도가 낮으면 아예 보이지 않는다. 능률 개선이 어려운 이유는 대부분 이 단계에서 문제를 놓치기 때문이다.
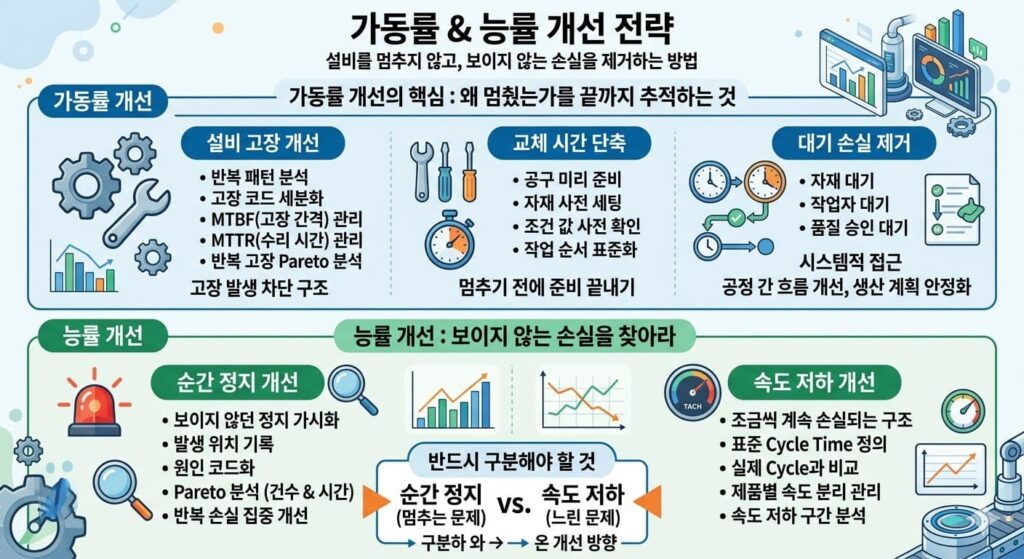
가동률 개선: 설비를 멈추지 않게 만드는 구조
가동률 개선의 핵심은 단 하나다. 왜 멈췄는가를 끝까지 추적하는 것이다.
설비 고장 개선
설비 고장은 단순히 수리하는 것이 아니라, 반복되는 패턴을 찾아야 한다.
- 고장 코드 세분화
- MTBF(고장 간격) 관리
- MTTR(수리 시간) 관리
- 반복 고장 Pareto 분석
고장을 줄이는 것이 아니라, 고장이 발생하지 않도록 구조를 바꾸는 것이 목표다.
교체 시간 단축
설비 교체 시간은 비교적 빠르게 개선 효과가 나타나는 영역이다. 핵심은 설비를 멈춘 상태에서 하는 작업을 줄이는 것이다.
- 공구 미리 준비
- 자재 사전 세팅
- 조건 값 사전 확인
- 작업 순서 표준화
결국 교체 시간 단축은 “멈추기 전에 준비를 끝내는 것”이다.
대기 손실 제거
설비가 멈췄지만 고장이 아닌 경우가 있다. 이런 손실은 대부분 운영 문제다.
- 자재 대기
- 작업자 대기
- 품질 승인 대기
이 경우 개선은 설비가 아니라 시스템에서 이루어져야 한다.
- 공정 간 흐름 개선
- 생산 계획 안정화
- 승인 프로세스 단축
능률 개선: 보이지 않는 손실을 찾아라
능률은 설비가 돌아가고 있기 때문에 문제가 없어 보인다. 하지만 실제로는 가장 큰 손실이 숨어 있는 영역이다.
순간 정지 개선
미세정지는 짧지만 반복되기 때문에 누적 손실이 크다.
- 발생 위치 기록
- 원인 코드화
- 건수 및 시간 기준 Pareto 분석
- 반복 손실 집중 개선
핵심은 “보이지 않던 정지를 보이게 만드는 것”이다.
속도 저하 개선
속도 저하는 설비가 멈추지 않기 때문에 더 위험하다.
- 표준 Cycle Time 정의
- 실제 Cycle과 비교
- 제품별 속도 분리 관리
- 속도 저하 구간 분석
속도 저하는 “조금씩 계속 손실되는 구조”이기 때문에 반드시 데이터로 확인해야 한다.
반드시 구분해야 할 것
순간 정지와 속도 저하는 반드시 구분해야 한다. 순간 정지는 멈추는 문제이고, 속도 저하는 느린 문제다. 이 둘을 섞으면 개선 방향이 틀어진다.
품질 개선: 가장 비용이 큰 손실
품질 손실은 눈에 잘 보이지만, 실제 비용은 가장 크다.
초기 불량
- 조건 안정화
- 시작 조건 표준화
- 초기 승인 시간 단축
초기 불량은 교체 작업과 밀접하게 연결되어 있다.
정상 생산 불량
- 불량 유형 Pareto 분석
- 공정 조건 최적화
- 관리도 기반 안정화
재작업
재작업은 반드시 별도로 관리해야 한다.
- 재작업 수량
- 재작업 시간
- 재불량률
재작업은 생산이 끝난 것이 아니라, 다시 생산하는 것과 같다.
우선순위 설정: 어디부터 개선할 것인가
모든 문제를 동시에 해결할 수는 없다. 따라서 우선순위가 필요하다. Pareto 분석을 활용하면 전체 손실 중 가장 큰 영향을 주는 항목을 찾을 수 있다.
여기서 중요한 것은 두 가지 기준이다.
- 발생 빈도
- 총 손실 시간
이 두 가지를 함께 봐야 실제 영향이 큰 문제를 찾을 수 있다.
OEE 개선의 본질은 시스템이다
OEE는 설비 지표처럼 보이지만, 실제로는 시스템 지표다. 설비 문제라고 생각했던 대부분의 문제는 다음에서 발생한다.
- 작업 표준의 부재
- 교육 부족
- 공정 간 연결 문제
- 운영 방식의 비효율
따라서 OEE 개선은 설비를 고치는 것이 아니라, 전체 운영 방식을 바꾸는 것이다.
실행 로드맵: 현장에서 바로 적용하는 방법
다음 순서로 접근하면 실제 개선으로 이어진다.
1단계: 손실 정의 및 코드 체계 정립
2단계: 데이터 수집 방식 정비
3단계: 설비/제품/시간 단위로 데이터 분리
4단계: Pareto 분석으로 상위 손실 선정
5단계: 손실별 원인 분석 및 개선 실행
6단계: 개선 효과를 지표로 검증
마치며
OEE는 단순한 숫자가 아니라 결과다. 개선은 항상 손실에서 시작된다. 손실을 정의하고, 측정하고, 제거하는 구조를 만들 때
비로소 OEE는 자연스럽게 개선된다.
함께 보면 좋은 글:
[제조 생산성 완전 가이드]
[설비 생산성 혁신 기초]
[이론 Capa란 무엇인가]
[생산 Capa란 무엇인가]
[OEE 설비 종합 효율 외부 글]
[코칭이란 무엇인가]
[DREAM 코칭 모델]
기술과 마음이 교감하는 기록
For Your Dream Life
by 드림맥스





[…] OEE 개선 방법: 생산성 향상을 위한 설비 효율 실전 전략 […]