
생산 Capa (Actual Capacity)란 무엇인가
설비 Capa는 충분한데 왜 생산량은 늘지 않을까?
왜 계획 대비 항상 부족한 결과가 반복될까?
이 반복되는 질문에 답하기 전에 생산 Capa의 개념에 대해 먼저 알아 보자.
제조 현장에서 “우리 라인이 하루에 몇 대(몇 장, 몇 개)까지 만들 수 있나요?”라는 질문을 받으면, 대답은 두 가지로 갈린다. 하나는 이상적인 최대치이고, 다른 하나는 현실적으로 약속 가능한 최대치다. 이 둘을 구분해 주는 개념이 바로 이론 Capa(Theoretical Capacity)와 생산 Capa(Actual Capacity)다.
이론 Capa는 말 그대로 “손실이 전혀 없다면”이라는 가정 아래에서의 최대 생산능력이다. 고장도 없고, 대기도 없고, 불량도 없고, 24시간 완벽하게 설비가 돌아간다는 가정이다. 현장에서 이 수치는 ‘꿈 같은 숫자’처럼 느껴질 수도 있지만, 사실 이론 Capa는 매우 중요하다. 이유는 간단하다. 개선의 목표점(북극성)이기 때문이다. “우리가 어디까지 갈 수 있는가”를 모르고서는, 지금의 낭비가 얼마인지도 알기 어렵다.
반면 생산 Capa는 경영진이 생산 계획을 짜거나 고객과 납기를 약속할 때 실제로 기준 삼아야 하는 숫자다. 이론 Capa에서 현실의 제약, 즉 Loss를 반영한 결과다. 말하자면 생산 Capa는 현장의 진짜 실력이다. “될 수도 있는 최대치”가 아니라 “현장에서 반복적으로 재현 가능한 최대치”다.
이론 Capa vs 생산 Capa, 무엇이 다를까
현장 언어로 아주 단순하게 정리하면 이렇다.
- 이론 Capa: 설비가 가진 물리적 잠재력 100% (손실 0 가정)
- 생산 Capa: 손실을 감안했을 때 실질적으로 가능한 최대치 (약속 가능한 수치)
활용 목적도 다르다.
- 이론 Capa는 “개선 목표를 세우는 기준선”
- 생산 Capa는 “생산 계획과 납기 약속의 기준선”
| 구분 | 이론 Capa | 생산 Capa |
| 핵심 정의 | 설비 사양상 뽑아낼 수 있는 100%의 수치 | 손실(Loss)을 반영한 현실적인 최대치 |
| 가정 조건 | 고장, 점검, 불량 등 모든 손실이 0인 상태 | 비가동, 속도 저하, 불량 등 현실적 제약 반영 |
| 현장 느낌 | “우리 기계가 원래 이 정도는 돌아가야 해” | “실제로 이만큼은 안정적으로 만들 수 있어” |
| 주요 활용 | 병목(Bottleneck) 확인 및 개선 목표 설정 | 생산 계획 수립, 납기(LT) 준수 여부 판단 |
| 관리 지표 | 설비 효율 개선의 기준점 | 가동률 관리 및 출하량 예측의 기준점 |
현장에서 종종 생기는 오류는, 이론 Capa를 기준으로 무리한 납기를 잡는 경우다. 그러면 반드시 어딘가에서 터진다. 반대로 생산 Capa만 보고 개선을 멈추면, 설비가 가진 잠재력의 상당 부분이 ‘낭비’로 굳어져 버린다. 그래서 둘은 반드시 세트로 관리해야 한다.
생산 Capa(Actual Capacity)는 어떻게 만들어지나: Loss를 빼서 남는 값
생산 Capa를 이해하는 핵심은 간단하다. 이론 Capa를 현실로 떨어뜨리는 것이 Loss다. 이론 Capa라는 “완벽한 세계”에서 출발해, 현장은 다음과 같은 손실을 겪는다. 그리고 그 손실을 하나씩 빼고 나면, 남는 것이 생산 Capa다.
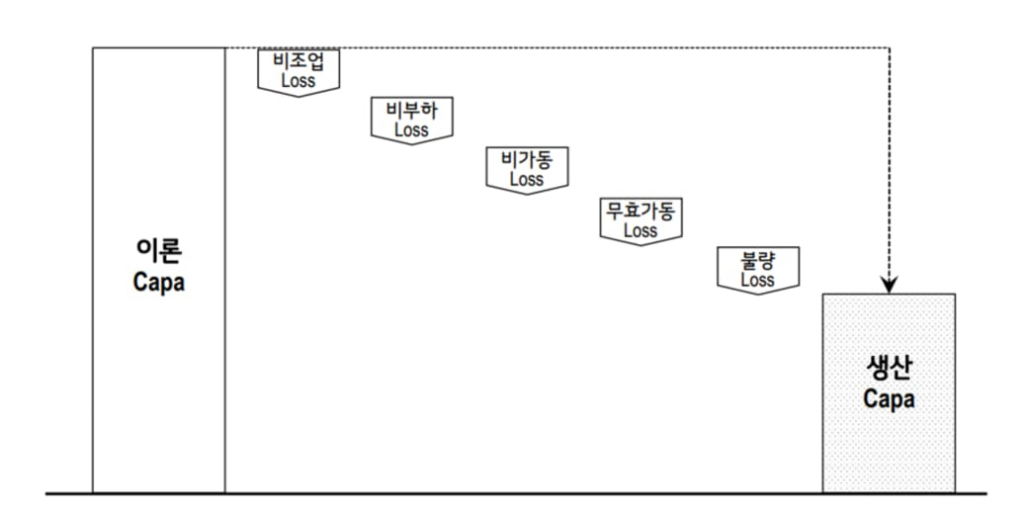
1) 비조업 Loss: 아예 안 돌린 시간
가장 먼저 빠지는 건 “계획 자체가 없는 시간”이다. 휴무, 생산 계획 부재, 라인 셧다운 같은 것들이다. 설비가 멀쩡해도 애초에 돌리지 않으면 생산은 0이다. 이 시간은 종종 “관리 밖”으로 취급되지만, 중장기적으로는 인력/수요/제품 믹스 전략과 맞물려 큰 손실이 된다.
핵심 지표
- 계획 가동률(Planned Utilization), 휴무/정지 사유별 시간, 계획 준수율
대표 원인
- 수요 변동, 판매/생산 계획 미정합(S&OP 불량)
- 휴무/교대 운영 전략 부재
- 제품 믹스 변화로 라인 운영이 끊김
대응 방안
- S&OP 고도화: 월/주 단위 수요-생산-재고 합의(의사결정 루틴 고정)
- 가동 정책 명문화: “언제 멈추고, 언제 돌리는가” 기준표 만들기
- 믹스 대응 표준 운영: 베스트믹스(가동률↑) vs 베스트마진(이익↑) 선택 규칙
- 계획 정지의 ‘정당화’: 멈춘 시간을 손실로만 보지 말고, PM/교육/개선시간으로 전환
2) 비부하 Loss: 생산할 수는 있지만 못 하는 대기
설비는 준비돼 있는데 앞/뒤 공정 불균형, 자재 미공급, WIP(Work In Process) 부족 때문에 기다리는 시간이다. 현장에서는 이게 의외로 크다. “설비 고장”은 눈에 보이지만, “대기”는 습관처럼 굳어져 잘 안 보이기 때문이다. 라인 밸런스, 자재 공급 체계, 스케줄링이 흔들릴수록 비부하 Loss는 커진다.
핵심 지표
- 설비 대기시간, WIP 부족/자재 결품 건수, 스케줄 변경 횟수, 병목 가동률
대표 원인
- 전후 공정 밸런스 불량, 병목 이동
- 자재 미공급/물류 지연, WIP 부족
- 스케줄 변경 잦음(급한 오더 끼워넣기)
대응 방안
- 병목 공정 중심 운영(TOC): 병목에 맞춰 나머지가 “따라가게” 스케줄 재설계
- 라인 밸런싱: 공정별 Capa 맵 만들고, 대기 유발 공정에 인력/설비/조건 조정
- 자재 공급 신뢰도 개선: kitting(사전 구성), 공급 리드타임 표준, 결품 알람
- WIP 윈도우 운영: “최소/최대 WIP” 범위 설정해 굶김(Starvation) 방지
- Freeze 구간 설정: 당일/익일 스케줄은 고정, 변경은 예외 승인제로
3) 비가동 Loss: 설비가 멈춰선 시간
고장, 수리, 예방정비(PM), 셋업(모델 교체) 같은 것들이 여기에 들어간다. 흔히 말하는 다운타임이다. 이 Loss는 관리 지표가 비교적 명확해서 개선이 잘 되는 편이지만, 셋업 시간이 길거나 잦은 모델 변경이 생기면 순식간에 생산 Capa를 갉아먹는다.
핵심 지표
- MTBF/MTTR, 고장 Top 원인, PM 준수율, 셋업 시간/횟수
대표 원인
- 반복 고장(같은 부품/같은 조건)
- PM 품질/주기 부적정(너무 자주 혹은 너무 늦게)
- 셋업(모델 교체) 시간이 길고 표준이 없음
대응 방안
- 반복고장 ‘Top 3’ 집중: Pareto로 상위 원인부터 RCFA(근본원인) 실행
- PM 체계 재정의: 시간기반 → 상태기반(CBM) 가능 구간부터 도입
- 예비품/정비 표준화: MTTR 단축용 체크리스트, 필수 공구/부품 키트
- SMED(셋업 단축): 내부작업/외부작업 분리 → 외부작업 비중 확대
- 셋업 캘린더링: 제품 믹스 전략과 연계해 교체 횟수 자체를 줄이기
4) 무효가동 Loss: 돌아가는데 생산이 안 나오는 시간
설비는 돌아가는데 공회전, 속도 저하, 미세 정지, 조건 불안정 등으로 유효 생산이 나오지 않는 손실이다. 겉보기엔 “가동 중”이라서 숫자상 착시가 생긴다. 그러나 실제 생산량은 기대치보다 낮게 나온다. 체감상 가장 답답한 Loss가 여기서 발생한다. “돌긴 도는데 왜 안 나오지?”라는 말이 나오는 구간이다.
핵심 지표
- 속도 손실률, 미세정지 빈도/시간, 공회전 시간, 조건 이탈 건수
대표 원인
- 속도 저하, 미세정지(짧은 스톱 다발)
- 조건 불안정(편차 커서 속도를 못 올림)
- 공회전/검사 대기/버퍼 막힘
대응 방안
- 미세정지 계측부터: “짧아서 기록 안 됨”이 제일 큰 함정 → 자동 로그/카운팅
- 속도저하 원인 분해: 설비/재료/조건/작업방법 중 무엇이 제한인지 분리
- 표준조건(Window) 정의: 안정적으로 돌리는 파라미터 범위를 확정하고 관리
- 버퍼/물류 병목 제거: 막힘(Blocking) 위치를 찾아 버퍼 용량/이송 규칙 조정
- 작업 표준화: 교대/작업자별 편차가 크면 속도를 못 올림 → 표준작업서/훈련
5) 불량 Loss: 만들었는데 못 쓰는 생산
마지막은 품질이다. 생산은 완료됐지만 기준을 통과하지 못해 폐기되거나 재작업으로 넘어가면, 그 시간과 자원은 그대로 Loss가 된다. 이 손실은 단순 불량률만의 문제가 아니다. 재작업이 늘면 병목이 바뀌고, 납기 변동성이 커지고, 생산 Capa가 예측 불가능해진다.
핵심 지표
- 불량률/스크랩, 재작업률, 고객 클레임, 공정능력(Cp/Cpk)
대표 원인
- 공정 조건 관리 미흡, 변동성 증가
- 원자재/부품 편차, 측정시스템 문제
- 재발 방지 미완(원인 제거가 아니라 땜질)
대응 방안
- 불량 Pareto + 재발방지: 상위 불량부터 원인-대책-검증-표준화까지 닫기
- SPC/관리도 적용: “불량이 나온 뒤 대응”이 아니라 “흔들리기 시작할 때” 잡기
- 측정시스템 점검(MSA): 측정이 흔들리면 개선이 전부 헛발
- 공정조건 표준화/잠금(Lock): 핵심 파라미터 권한 관리, 변경 이력 추적
- 재작업 최소화 설계: 재작업이 병목을 만들면 Capa 예측이 무너짐 → 재작업 라인 분리 고려
실무 적용 포인트: 생산 Capa를 높이는 순서
현장에서 바로 적용할 수 있는 우선순위를 간단히 잡아보면 좋다.
- 비조업 Loss가 큰가? → 수요/계획/가동정책부터 점검
- 비부하 Loss가 큰가? → 라인 밸런스, 자재 공급, 스케줄링 점검
- 비가동 Loss가 큰가? → 고장/PM/셋업 관리(원인-대책 체계)
- 무효가동 Loss가 큰가? → 속도저하/미세정지/조건 안정화
- 불량 Loss가 큰가? → 공정조건, 원인분석, 재발방지(표준화)
이 순서를 굳이 고정할 필요는 없지만, “우리 라인의 생산 Capa를 떨어뜨리는 1번 원인”부터 잡는 것이 가장 빠르다. 생산성 개선은 언제나 큰 구호가 아니라, Loss 한 항목을 줄이는 작은 실행에서 시작된다.
생산 Capa를 결정하는 숨겨진 변수
생산 Capa는 설비 사양과 공정 조건만으로 결정되지 않는다. 같은 설비에서도 계획 기준, 우선순위 판단, 스케줄 변경 방식, 재발 방지 수준에 따라 실제 생산량은 달라진다.
결국 생산 Capa는 설비의 숫자이면서 동시에 현장의 운영 수준이 반영된 결과다.
우리 라인의 병목은 정말 설비인가, 아니면 판단의 문제인가?
우리는 데이터를 보고 있는가, 아니면 해석하고 있는가?
“같은 설비에서도 결과가 다른 이유는 문제를 보는 기준과 대응 방식이 다르기 때문이다.”
같은 데이터를 보고도 어디를 문제로 볼지, 무엇을 먼저 바꿀지 판단이 달라진다.
마무리: 이론 Capa는 목표, 생산 Capa는 약속이다
이론 Capa는 우리가 도달해야 할 상한선을 보여주는 지도다.
생산 Capa는 오늘 현장이 고객에게 약속할 수 있는 현실이다.
둘 중 하나만 보면 균형을 잃는다. 이론만 보면 무리한 납기가 되고, 생산만 보면 개선 동력이 사라진다. 같은 문제가 반복된다면 설비와 공정뿐 아니라 운영 기준과 대응 방식까지 함께 점검해야 한다.
함께 보면 좋은 글:
[코칭이란 무엇인가]
[NLP 코칭이란 무엇인가]
[마음 생산성 향상 방법]
[Capa 지표 시스템 구축 및 활용]
[제조 생산성 완전 가이드]
[설비 생산성 혁신의 기초]
[설비종합효율(OEE)이란]
[이론 Capa의 개념]
[제조 효율성을 개선하는 4단계]
기술과 마음이 교감하는 기록
For Your Dream Life
by 드림맥스


[…] (참고 글)👉 https://dreammax.kr/production-capacity-actual-capacity/ […]
[…] 보면 좋은 글:[제조 생산성 향상 핵심 개념][설비 생산성 혁신의 기초][생산 Capa란 무엇인가][6시그마와 DMAIC][제조 효율성을 개선하는 […]
[…] 보면 좋은 글:[제조 생산성 향상 핵심 개념][이론 Capa란 무엇인가][생산 Capa란 무엇인가][6시그마와 DMAIC][OEE 설비 종합 효율 외부 […]
[…] [설비 생산성 혁신의 기초][이론 Capa란 무엇인가][생산 Capa란 무엇인가] […]
[…] 생산성 향상 핵심 개념][설비 생산성 혁신 기초][이론 Capa란 무엇인가][생산 Capa란 무엇인가][설비종합효율(OEE)이란][6시그마란 […]